


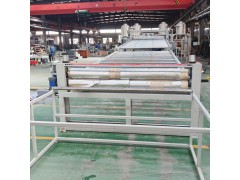



单螺杆挤出机的特点与适用场景**
1. 核心优势**
- **结构简单**:维护成本低,适合中小规模生产。
- **高压力输出**:适合低填充或单单螺杆毡片挤出机_一材料挤出(如纯EVA、PE隔音片)。
- **稳定性强**:对流动性好的材料(如熔融指数MI较高的塑料)适应性好。

*2. 局限性**
- **混合能力弱**:不适合高填充(>30%填料)或多组分复合隔音材料。
- **自清洁差**:换料时需彻底清理,否则易残留。
**3. 典型应用**
- 低密度隔音毡片(如单纯EVA发泡层)。
- 对隔音性能要求不苛刻的入门级汽车后备箱垫。
- 建筑用基础隔音卷材(复单螺杆毡片挤出机_合工序在后段完成)。
---
**二、单螺杆挤出工艺流程**
*1. 原料预处理**
- **干燥**:EVA/PE颗粒需在80℃干燥2-4小时(湿度≤0.1%)。
- **配方混合**:若添加填料单螺杆毡片挤出机_(如碳酸钙),需预先用高速混合机分散(5-10分钟)。
#### **2. 挤出成型(关键工段)**
| 螺杆区段 | 功能 | 温度范围(EVA为例) |
|----------------|-----------------------------|-------------------|
| **喂料段** | 固体输送,防止架桥 | 90-120℃ |
| **压缩段** | 物料熔融塑化 | 130-160℃ |
| **计量段** | 均化压力,稳定挤出 | 140-170℃ |
| **模头** | 成型片材,控制厚度 | 130-150℃ |
- **发泡工艺**:化学发泡需在压缩段加入发泡剂(如AC发泡剂0.5-2%)。
- **排气设计**:可选配真空排气段(去除挥发分,需熔体密封良好)。
#### **3. 后处理工段**
- **压延定型**:通过两辊或三辊压延机(单螺杆毡片挤出机_辊温50-80℃)校准厚度(公差±0.3mm)。
- **冷却**:风冷为主(避免水冷导致收缩不均)。
- **裁切/复合**:分切为卷材或模切为后备箱形状,可离线复合铝箔层。
---
**三、核心工艺参数表**
| 参数类别 | 典型值/范围 | 调整影响 |
|------------------|-----------------------------|----------------------------------|
| **螺杆转速** | 30-80 rpm | 转速过高易导致熔体破裂。 |
| **长径比(L/D)**| 25:1~30:1 | 长径比小,混合能力有限。 |
| **模头压力** | 2-8 MPa | 压力不足会导致发泡不均。 |
| **发泡倍率** | 1.2-2.5倍 单螺杆毡片挤出机_ | 依赖发泡剂种类和温度控制。 |
| **生产线速度** | 1-3 m/min | 与冷却效率匹配。 |
---
### **四、单螺杆 vs 双螺杆关键对比**
| **对比项** | **单螺杆挤出机** | **双螺杆挤出机** |
|
---
**五、设备优化方向**
1. **螺杆改造**:
- 加装混炼头(如杜邦混炼环)提升分散性。
- 镀铬处理螺杆提高耐磨性(单螺杆毡片挤出机_针对含填料的隔音材料)。
2. **温控升级**:
- 采用PID闭环控制,温度波动±1℃内(发泡材料关键)。
3. **自动化配套**:
- 加装在线测厚仪(红外或激光)联动模唇调节。
---
六、常见问题与解决**
- **出料波动** → 检查喂料器是否均匀,或螺杆磨损情况。
- **发泡密度不均** → 优化发泡剂单螺杆毡片挤出机_预混工艺或提高熔体压力。
- **表面粗糙** → 降低模头温度或增加滤网目数(80-120目)。
---
七、选型建议**
-选择单螺杆的场景**:
- 预算有限,生产低端隔音毡片。
- 材料配方简单(如纯EVA发泡)。
- **需转向双螺杆的场景**:
- 高填充隔音材料(如E单螺杆毡片挤出机_VA+30%硫酸钡)。
- 需要在线复合多层结构(如EVA/铝箔共挤)。
后备箱隔音毡片挤出设备_双螺杆隔音片挤出机_蚌埠佳德设备
http://www.bsjdl.com/sell/show.php?itemid=35389
双螺杆隔音片挤出机_双螺杆隔音片生产线设备_佳德http://www.bsjdl.com/sell/show.php?itemid=35390
